|
|
|
|
|
|
|
|
Processos de Fabrico Híbrido
|
|
|
|
|
|
|
|
|
Projeto para o Fabrico Híbrido |
| |
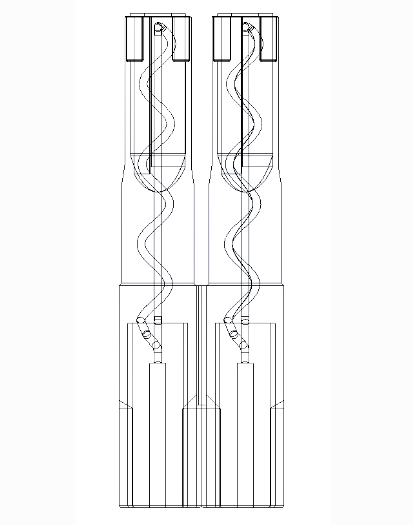
Projeto CAD/CAE
A produção de postiços e moldes otimizados começa com uma fase de
projeto em CAD das peças e teste das mesmas em software de simulação de
forma cíclica para encontrar a melhor solução possível, sendo testadas
diferentes configurações das geometrias para a transferência de calor. É
nesta fase que se trabalham alguns aspetos da peça a produzir, sendo
dadas sob espessuras para posterior maquinação.
|
|
|
|
|
| |
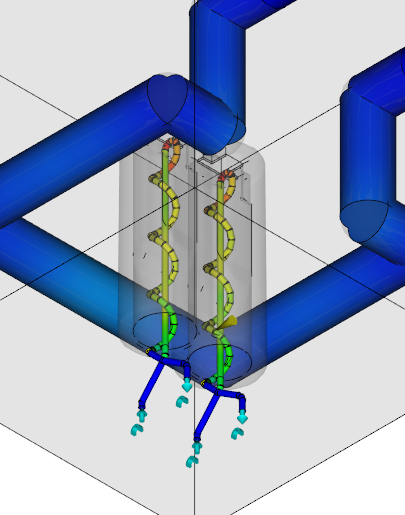
Os
estudos de simulação de elementos finitos é de extrema importância para
garantir que é produzida a melhor solução, trabalhando-se o postiço no
ambiente digital antes da produção. Sendo realizado testes de enchimento
do termoplástico e/ou transferência térmica é possível obter uma
previsão das zonas problemáticas das superfícies moldantes e adaptar as
geometrias de refrigeração de acordo, reduzindo defeitos associados a
gradientes térmicos descontrolados que limitam cadências produtivas e a
qualidade do produto.
|
|
|
| |
|
|
|
|
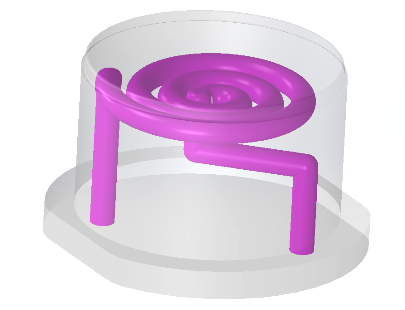
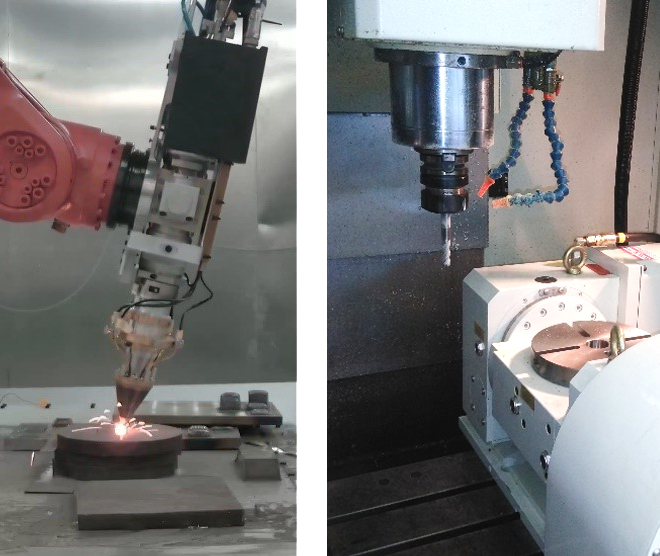
Processos
Os processos em cama de pó como o SLM,
Selective Laser Melting, são ideais para a produção de geometrias finas
e complexas como configurações de permuta de calor em alhetas, treliças
e canais conformáveis.
|
|
| |
|
|
| |
No
caso dos canais conformáveis, é possível produzir com diferentes áreas
de seção, podendo o canal ter geometria constante ou não, de acordo com
os requisitos e zonas do molde. A alta resolução destes processos é dada
pela altura de camada, sendo que pode variar entre os 30~50 microns. A
rugosidade das peças obtidas por processos aditivos não cumpre os
requisitos para superfícies moldantes, porém apresenta vantagens no
interior dos canais criando um regime turbulento aumentando a
transferência de calor, ao contrário do acabamento espelhado dado pelos
processos de furação convencional.
|
|
|
| |
|
|
|
|
Processos
de deposição direta de energia como o DED, são ideais para a deposição
de ligas de alta dureza (WC-carboneto de tungsténio) e auto
lubrificantes (Co-cobalto).
Apresentando uma maior cadência de
construção do que processo em cama de pó, este processo é também ideal
para a deposição em bulk de parte dos componentes.
|
|
|
|
|
| |
Apresentando
um acabamento superficial com as camadas bastante pronunciadas, são
também necessários processos de maquinação para assegurar o rigor
geométrico de modo a permitir encaixes, ou outro processo aditivo.
|
|
|
| |
|
|
Após
a produção do postiço com canais conformáveis por processos de fusão em
cama de pó (SLM) é possível fazer a deposição de ligas de alta dureza e
auto lubrificantes por deposição direta de energia (DED) de forma a
funcionalizar a superfície para produções de alta cadência.
|
|
| |
|
|
| |
Após
os passos aditivos é sempre necessário um processo subtrativo de
maquinação CNC para garantir o rigor geométrico e o acabamento
superficial seja para assegurar a adesão de material no processo aditivo
seguinte ou para responder aos requisitos da rugosidade para moldes de
injeção. A hibridização de processos na produção de postiços de pequenas
dimensões por SLM, devido a constrangimentos nas ferramentas
subtrativas de fresagem, o processo aditivo pode ser interrompido, sendo
efetuada uma maquinação, e voltar a continuar o processo aditivo,
podendo-se repetir estes passos segundo a complexidade da peça.
|
|
|
| |
|
|
|
|
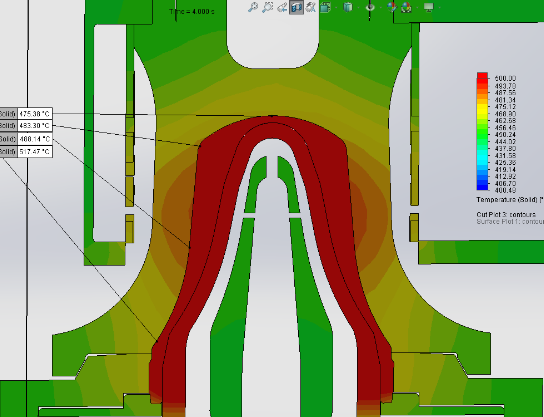
Molde híbrido
Foram estudados e testados novos
sistemas de aquecimento/arrefecimento de moldes, apenas permitidos pelas
tecnologias aditivas, mais eficazes e eficientes. Por exemplo, para
postiços de pequena dimensão aos quais é impossível o fabrico com canais
de refrigeração convencionais, os processos de FA de cama de pós
permitem adicionar diferentes configurações de geometrias podendo haver
arrefecimento ou aquecimento a líquido ou gás. Os resultados de
simulação preveem ganhos de produção na ordem dos 23%, reduzindo o ciclo
de 19,4 segundos para 14,8 segundos, este é um caso importante de ação
de processos híbridos para a indústria dos moldes.
|
|
|
|
|
| |
Para
um aumento da durabilidade e qualidade dos moldes e postiços é ainda
possível, por DED, fazer a deposição de ligas adequadas (alta dureza,
auto lubrificante) diminuindo a erosão das superfícies moldantes e
facilitando a extração da peça aumentando significativamente o número de
ciclos de injeção. A hibridização entre diferentes processos aditivos e
subtrativos alarga o leque de possibilidades para o projeto de
ferramentas de alta performance para uma indústria altamente competitiva
e exigente como a de injeção.
|
|
|
| |
|
|
|
|
|
|
Mapeamento das técnicas de Fabrico Aditivo em Portugal
|
|
|
|
|
|
| |
No
âmbito do projeto TOOLING 4G foi concretizado o mapeamento de entidades
nacionais que possuem capacidade instalada nas técnicas de fabrico
aditivo em Portugal.
|
|
|
| |
|
|
|
|
| |
A
partir deste mapeamento é possível ao utilizador registado realizar
pesquisas de forma fácil, intuitiva e detalhada com base em alguns
parâmetros, e observar quais as tecnologias disponíveis em território
nacional para a fabricação de estruturas de base polimérica ou metálica
pela utilização das técnicas de fabrico aditivo.
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
O projeto TOOLING4G e o COVID19
|
|
|
|
|
|
| |
O
projeto TOOLING4G continua em execução, apesar das restrições de
mobilidade impostas para limitar a propagação do COVID19. O empenho das
equipas envolvidas nas várias atividades continua, embora alguns
trabalhos sejam de mais difícil concretização, não só pela falta de
acesso a infraestruturas laboratoriais, como também pelas limitações
decorrentes da re-organização do trabalho que as várias entidades
empresariais e não empresarias se viram forçadas a implementar.
Nesta fase, em que se verifica uma maior dificuldade na realização de
trabalhos experimentais, tem sido dado um maior enfoque nas atividades
de investigação envolvendo a simulação e análise de dados e resultados,
discussão e reporting de resultados. Destaca-se igualmente a forte
articulação com a ANI – Agência Nacional de Inovação, especialmente no
que se refere à apresentação de pedidos de pagamento e resposta a
esclarecimentos.
A gestão do projeto continua a sua atividade e está disponível para responder a quaisquer pedidos dos copromotores.
|
|
|
| |
|
|
|
|
|
|
| |
© 2019-2020 Projeto Tooling4G
|
| |
|
|